五金冲压工艺流程有哪些?【附五金冲压工艺流程图】
发布(bù)时间:2020-08-20 浏览:1655次 责任编辑:深圳科创精密模具五金制造厂
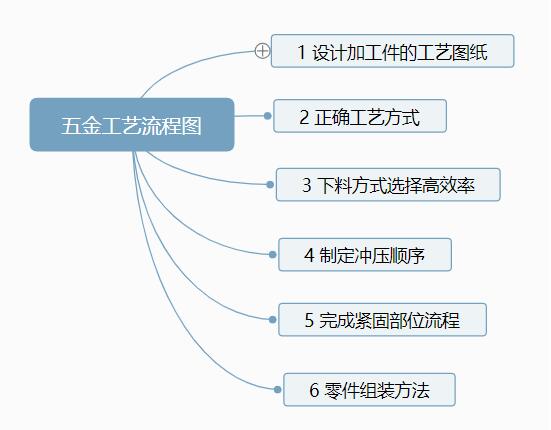
五金冲压(yā)工艺流程有(yǒu)哪些?五金冲压工艺(yì)流程图是什么?目前五金冲压(yā)工艺有很多种,每一(yī)种工艺制造水平以及生(shēng)产出来的冲压件外形都会(huì)有很大的区别。生产批量(liàng)大小,产品量(liàng)大,冲压(yā)件的(de)单件成本价格越低,量小的情况下就要采取较为经济的加工方式。那么到底五金冲压工艺流程是什么(me),五金工艺它的详细流程都有(yǒu)哪些(xiē)呢?如下图展示:
五金冲压工艺可分为分离工序和成形(xíng)工序两大类。成形工序的目的是使板料在不破坯的条件下发生塑性变形,制成所需形 状和尺寸的工件。分离工(gōng)序也称冲裁,其目的(de)是使冲压件沿一定轮廓线从板料上分离,同时保证分离断面的质量要求。在实际生产中,常常是多种工序综合应用于一个工件。冲裁、弯曲、剪切、拉深、胀形、旋压、矫正(zhèng)是几种主要的冲压工艺。
1、设计加工件的(de)工艺图纸
设计和绘制硬件工件(jiàn)的三(sān)个部分,其作用是通过绘图来表达钣金零件的结构。画出工件的展开,即将复杂的零件展开成(chéng)扁平的零件。分析零件图,快速了解工件尺寸,坐标点,线,曲(qǔ)线和切削面的位(wèi)置关系,确定工件坐标原点,计算每(měi)个顶点的坐标和曲线连接点的坐标(biāo)。
2、正确工艺方(fāng)式(shì)
工(gōng)件表面加工方法的选择是针对每(měi)个有质量(liàng)要求的表面选择一种合理的加工方法。一般根据表(biǎo)面精度和粗糙度的要求选择最终(zhōng)的加(jiā)工方法,确定精加工前的制备工艺的加(jiā)工方法,即(jí)确定加工方案(àn)。
3、下料方式(shì)选择高效率
剪刀的底面是剪刀形状的(de)长(zhǎng)度和宽度。如果有冲角和切角,则将冲孔与(yǔ)模具冲孔结合,形成切角。冲床的底面(miàn)是一个平片结构,用于(yú)在一(yī)个步(bù)骤或多个步骤展(zhǎn)开后冲(chōng)洗零件。其优点(diǎn)是工作时(shí)间短、效率高,常用于批量(liàng)制造。用编程软件将绘图扩展图写成数控加工机床的可识别内容。让它被编程来切割它的餐具的结构形(xíng)状。激光整理是利用激光切割,在一块板上切割出的板的形状的结构。
4、制定冲压顺序
一般有冲裁角度(dù)冲裁、冲裁凸壳、冲孔撕(sī)裂、泵送(sòng)等加工程序,其加工需要有相应的模具来完成操作。此外,折弯工艺还需要有一个折弯床和相应的折(shé)弯(wān)模具来(lái)完(wán)成操作。设(shè)计原则是在(zài)没有干扰的情况下优先进行下一步操作。
5、完成紧固部位(wèi)流程
一般通过冲(chōng)压铆接工艺或液压铆接机完成操作,紧固件(jiàn)铆接在(zài)钣金零件上,压力(lì)铆接常用在压力铆接螺栓、压缩铆接螺母、压力铆接螺钉等。翻边丝锥的工艺是在较小的底孔上挖出一个稍大的孔,然后抽吸水(shuǐ)龙(lóng)头孔。这样可以提高(gāo)其强度,避免滑动齿,一般用(yòng)于薄板厚度较高的工件,当板(bǎn)材厚度较大时,不需要直接翻边攻丝。
6、零件组装方(fāng)法
焊接将多个部件焊接在一起用(yòng)于加工(gōng)目的或单(dān)个部件接缝以增加其强度(dù)。表面处理通常具有磷酸盐膜,电镀多色锌,铬酸盐,烤漆,氧化等。具体表(biǎo)面处理方法的选择(zé)基于需(xū)求(qiú)。装配是以一种使其成为完整项目的方式组装多个零件或装配(pèi)体。

关于五金冲(chōng)压工(gōng)艺流(liú)程(chéng)有哪些,五金冲压工艺(yì)流程图是什么就总结到这里,在(zài)五金加工的过程中应该遵循五金工艺(yì)的一个加工先后顺(shùn)序,这样才具备更加高效的生产能力,提高效率的同时也能降低不必要的成品浪费,希望以上分享对大家有帮助(zhù)。
